




%22 fill-rule=%22nonzero%22%3E%3Cpath d=%22M15.754367 31.4866226c-4.2011645.0-8.13699236-1.636243-11.14414171-4.5991696-6.14696705-6.146967-6.14696705-16.0970936.0-22.24406062C7.57315186 1.68046581 11.5532025.0442227846 15.754367.0442227846S23.8913594 1.68046581 26.8985087 4.64339238L21.6359973 9.90590374c-2.2995848-2.2995848-5.7489619-3.09559492-9.0656708-1.85735695C8.28071641 9.99434931 6.37913667 14.5492961 8.05960249 18.9715746c1.45935189 3.2282632 4.46650121 5.129843 7.73898731 5.129843 2.2111392.0 4.2896101-.8844557 5.8816303-2.4322532l5.2625114 5.2625114c-3.0071494 2.9187038-6.9872 4.5549468-11.1883645 4.5549468z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cg id=%22%E7%BC%96%E7%BB%84%22 transform=%22translate(31.099673, 0.663342)%22%3E%3Cpolygon id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22 points=%220 14.5050733 0 30.2041619 7.42942781 30.2041619 7.42942781 7.11986831%22/%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%2300bbb4%22 x=%220%22 y=%22-125688713e-22%22 width=%227.42942781%22 height=%227.11986831%22/%3E%3C/g%3E%3Cpath d=%22M99.6449893 19.0600201C98.1414146 13.6648404 92.525121 12.6919392 87.9701742 11.895929 87.5279463 11.8074835 87.0414957 11.7190379 86.5992679 11.6305923 83.5921185 11.0556961 83.3267818 10.878805 82.884554 10.6134683 82.0885438 10.0827949 82.0885438 9.06567084 82.4423261 8.49077464 83.0614451 7.47365059 84.6976881 6.89875439 86.6434907 6.89875439c4.0242733.0 5.2625113 1.7246886 5.4394025 2.74181264H99.7334349c0-2.43225315-1.4151291-4.95295187-3.75893670000001-6.76608603C94.2498096 1.54779746 91.2426602.0 86.5992679.0 81.4252021.0 78.4622755 1.94580252 76.914478 3.58204555 75.2340122 5.35095693 74.3495565 7.65054173 74.4380021 9.90590374 74.7033388 16.1855391 80.3638552 18.0428961 85.2725843 18.9273518 85.759035 19.0157974 86.2454856 19.1042429 86.7319362 19.1926885 87.9259514 19.4138024 89.4737489 19.6349163 90.7562096 20.0329214 91.5964425 20.2982581 92.4366754 21.0500455 92.0828932 22.2440606c-.2653368.8402329-1.6804659 1.9458026-4.2011646 2.1669165C85.2283615 24.632091 83.1056679 23.9687492 82.1327666 22.8631796 81.4694249 22.1556151 81.3809793 21.2711594 81.3809793 20.8289315H73.9515515C73.9515515 23.5707442 75.1013439 26.0914429 77.135592 27.9930226c2.3880303 2.2111393 5.8816303 3.4051544 9.6847898 3.4051544C87.3510552 31.398177 87.8817286 31.3539543 88.412402 31.3097315 92.8346805 30.9117264 96.3725033 29.142815 98.3183058 26.3567796 99.9545488 24.2783087 100.396777 21.6691644 99.6449893 19.0600201z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cpath d=%22M71.6519667 30.8675036 63.7360882 20.2098125C67.9372528 19.0157974 70.9886249 15.2126379 70.9886249 10.6134683 70.9886249 5.12984301 66.5221237.663341768 61.0384984.663341768H44.8529592V30.8675036H52.282387V20.5635948h3.2282633l7.606319 10.3039088h8.5349974zM52.2381643 7.82743287h8.3581062c1.59202029999999.0 2.874481 1.28246075 2.874481 2.87448103.0 1.5920202-1.2824607 2.874481-2.874481 2.874481H52.2381643V7.82743287z%22 id=%22%E5%BD%A2%E7%8A%B6%22 fill=%22%23001f60%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)







%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-34%22 transform=%22translate(1654.000000, 46.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.01%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23f2f3f7%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22sousuo%22 transform=%22translate(6.000000, 6.000000)%22%3E%3Cmask id=%22mask-3%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-2%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M11.6489827.0271704545c6.433526.0 11.6491213 5.1088636355 11.6491213 11.4108750455.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C20.393341 19.0389886 20.424763 19.0662955 20.4543121 19.0953068l3.24437 3.1817727C24.099711 22.6703523 24.1004046 23.3084659 23.7004509 23.7025227L23.6986821 23.7042614C23.2966127 24.0985568 22.6454913 24.0985568 22.243422 23.7042614l-3.2445434-3.1817728C18.9553873 20.4797386 18.915815 20.433375 18.8807514 20.3838409L18.8809942 20.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C5.21545665 22.8487841.0 17.7400568.0 11.4380455.0 5.13603409 5.21545665.0271704545 11.6489827.0271704545zm0 2.0661136355c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 fill=%22%23424242%22 mask=%22url(%23mask-3)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-8%22 transform=%22translate(1165.000000, 90.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-5%22 transform=%22translate(30.000000, 35.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-6%22 transform=%22translate(413.000000, 3.000000)%22%3E%3Cg id=%22sousuo%22 transform=%22translate(12.000000, 12.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M14.6489827 3.02717045c6.433526.0 11.6491213 5.10886364 11.6491213 11.41087505.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C23.393341 22.0389886 23.424763 22.0662955 23.4543121 22.0953068l3.24437 3.1817727C27.099711 25.6703523 27.1004046 26.3084659 26.7004509 26.7025227L26.6986821 26.7042614C26.2966127 27.0985568 25.6454913 27.0985568 25.243422 26.7042614l-3.2445434-3.1817728C21.9553873 23.4797386 21.915815 23.433375 21.8807514 23.3838409L21.8809942 23.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C8.21545665 25.8487841 3 20.7400568 3 14.4380455 3 8.13603409 8.21545665 3.02717045 14.6489827 3.02717045zm0 2.06611364c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 stroke=%22%23f2fbff%22 fill=%22%23f5f5f5%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-19%22 transform=%22translate(515.000000, 180.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23fff%22 opacity=%22.2%22 x=%220%22 y=%220%22 width=%2280%22 height=%2280%22 rx=%2240%22/%3E%3Cg id=%22sousuo%22 opacity=%22.7%22 transform=%22translate(21.000000, 21.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M18.4442225.0430198864c10.1864162.0 18.4444422 8.0890340936 18.4444422 18.0672187136.0 4.6032358-1.7576647 8.8043949-4.6513208 11.9947756C32.2894566 30.1450653 32.3392081 30.1883011 32.3859942 30.2342358l5.1369191 5.0378068C38.1578757 35.8947244 38.158974 36.905071 37.5257139 37.5289943L37.5229133 37.5317472C36.8863035 38.1560483 35.8553613 38.1560483 35.2187514 37.5317472l-5.1371936-5.0378069C30.0126965 32.4262528 29.9500405 32.3528437 29.8945231 32.2744148L29.8949075 32.2748466C26.7491994 34.7181818 22.7705665 36.1772415 18.4442225 36.1772415 8.25780636 36.1772415.0 28.0884233.0 18.1102386.0 8.13205398 8.25780636.0430198864 18.4442225.0430198864zm0 3.2713465936c-8.3418786.0-15.10461556 6.62441477-15.10461556 14.79587212.0 8.1714574 6.76273696 14.7956563 15.10461556 14.7956563 8.3420983.0 15.1045607-6.6241989 15.1045607-14.7956563.0-8.17145735-6.7624624-14.79587212-15.1045607-14.79587212z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-11%22 transform=%22translate(625.000000, 180.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.1%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23000%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88-2%22 opacity=%22.9%22 transform=%22translate(23.000000, 23.000000)%22 fill=%22%23fff%22%3E%3Cpath d=%22M3.41421356.585786438 16.849 14.02 30.2842712.585786438C31.024212-.154154326 32.1996962-.193098576 32.9854836.468953686L33.1126984.585786438C33.893747 1.36683502 33.893747 2.63316498 33.1126984 3.41421356L19.677 16.849 33.1126984 30.2842712C33.893747 31.0653198 33.893747 32.3316498 33.1126984 33.1126984s-2.0473786.781048599999998-2.8284272.0L16.849 19.677 3.41421356 33.1126984C2.6742728 33.8526391 1.49878864 33.8915834.713001205 33.2295311L.585786438 33.1126984c-.781048584-.781048599999998-.781048584-2.0473786.0-2.8284272L14.02 16.849.585786438 3.41421356c-.781048584-.78104858-.781048584-2.04737854.0-2.828427122.781048582-.781048584 2.047378542-.781048584 2.828427122.0z%22 id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)

中文名称:婴幼儿配方乳粉生产许可审查细则(2021版、征求意见稿)
英文名称:Production License Examination Rules for Infant Formula Milk Powder (2021 version, Draft)
发布时间:2021/09/14
截止时间:2021/10/14
发布单位:国家市场监督管理总局
婴幼儿配方乳粉生产许可审查细则
(2021版、征求意见稿)
第一章 总则
第一条 本细则适用于婴幼儿配方乳粉的生产许可条件审查。细则中所称婴幼儿配方乳粉是指以牛(羊)乳及(或)其乳蛋白制品为主要蛋白来源,加入适量的维生素、矿物质和(或)其他原料,仅用物理方法生产加工制成的适用于0~36月龄婴幼儿食用的粉状婴幼儿配方食品。婴幼儿配方乳粉分为婴儿配方乳粉(0~6月龄,1段)、较大婴儿配方乳粉(6~12月龄,2段)和幼儿配方乳粉(12~36月龄,3段)。
第二条 婴幼儿配方乳粉的申证类别为婴幼儿配方食品,类别名称为婴幼儿配方乳粉,类别编号2901。婴幼儿配方乳粉生产许可食品类别、类别名称、品种明细等见表1。生产许可婴幼儿配方乳粉须注明生产工艺,生产工艺应与配方注册内容一致。
表1 婴幼儿配方乳粉生产许可食品类别目录列表
食品类别 | 类别 编号 | 类别 名称 | 品种明细 | 备注 |
婴幼儿配方食品 | 2901 | 婴幼儿配方乳粉 | 婴儿配方乳粉:湿法工艺、干法工艺、干湿法复合工艺 较大婴儿配方乳粉:湿法工艺、干法工艺、干湿法复合工艺 幼儿配方乳粉:湿法工艺、干法工艺、干湿法复合工艺 | 产品配方注册号 |
第三条 婴幼儿配方乳粉生产企业(以下简称“企业”)应当符合粉状婴幼儿配方食品良好生产规范要求,实施危害分析与关键控制点体系。仅有包装场地、工序、设备,没有相应生产工艺所需完整生产工艺条件的,不予生产许可。不得使用已经符合婴幼儿配方食品安全国家标准的复合配料作为原料生产婴幼儿配方乳粉。
第四条 本细则所称基粉,是指以牛(羊)乳及(或)其乳蛋白制品(乳清粉、乳清蛋白粉、全脂乳粉、脱脂乳粉等)为主要原料,加入营养素和(或)其他辅料,经加工而成的用于其他企业生产婴幼儿配方乳粉的复合配料。
第五条 本细则中引用的文件、标准通过引用成为本细则的内容。凡是引用文件、标准,其最新版本(包括所有的修改单)适用于本细则。
第二章 生产场所
第六条 选址及厂区环境、厂房和车间应当符合《食品生产许可审查通则》和《食品安全国家标准 粉状婴幼儿配方食品良好生产规范》(GB 23790)的相关要求。
第七条 企业应有与生产能力相适应的生产车间和辅助生产设施。生产车间和辅助生产设施的设计应按工艺流程需要及卫生要求,有序合理布局。厂区内设置的检验室应与生产区域分隔。车间内设置的过程检验室应符合相关区域卫生要求,有防止污染的措施。
第八条 生产作业区内应根据工艺流程和防止交叉污染的要求,按照各作业区的洁净级别划分为清洁作业区、准清洁作业区和一般作业区。不同洁净级别作业区之间、湿区域与干燥区域之间应进行有效的物理隔离,防止交叉污染。各洁净级别作业区的具体划分见表 2。
表2 婴幼儿配方乳粉生产作业区划分表
生产工艺 | 清洁作业区 | 准清洁作业区 | 一般作业区 |
湿法工艺 | 喷雾干燥或流化床的出粉口区域、裸露待包装的半成品暂存区域、消毒后的内包材暂存区域、内包装车间等。 | 食品、食品添加剂(以下简称“原辅料”)内包装清洁消毒及拆内包区域、称量和配料区域、原辅料预处理区域、浓缩区域、喷雾干燥区域、包装材料消毒区域、理罐(听)区域等。 | 收乳间、净乳车间、原辅料外包装清洁及拆除区域、外包装车间、原辅料仓库、包装材料仓库、成品仓库等。 |
干法工艺 | 称量、预混、配料、投料和混合区域、拆内包、消毒后的内包材暂存区域、裸露待包装的半成品暂存区域、内包装车间等。 | 原辅料内包装清洁区域、隧道杀菌区域(限杀菌后进入清洁作业区的)、包装材料消毒区域、原辅料拆除外包装及清洁消毒区域、理罐(听)区域等。 | 原辅料仓库、包装材料仓库、外包装车间及成品仓库等。 |
第九条 清洁作业区、准清洁作业区的对外出入口应安装能自动关闭(如安装自动感应器或闭门器等)的门或空气幕。进出清洁作业区的人员、原料、包装材料、废物、工器具等,应有防止交叉污染的措施。清洁作业区、准清洁作业区的空气洁净度应符合《食品安全国家标准 粉状婴幼儿配方食品良好生产规范》(GB 23790)中相应条款的控制要求,且清洁作业区空气洁净度动态控制要求按照表3执行。
表3婴幼儿配方乳粉生产清洁作业区动态控制要求
项目 | 内容 | 检测方法 | 控制要求 | a 监控频次 |
微生物最大允许数 | 浮游菌 | GB/T 16293 | ≤200 CFU/m3 | 1次/周 |
沉降菌 | GB/T 16294 | ≤100CFU/4h (φ90mm) | 1次/周 | |
表面微生物(选任一方法) | 接触碟法,按4789.2计数 | ≤50CFU/皿(φ55mm) | 1次/周 | |
擦拭法(取样25cm2),按GB 4789.2计数 | ≤50CFU/25cm2 | |||
压差 | 清洁作业区与相邻作业区之间 | 通过压差计测量 | ≥10Pa | 2次/班 |
b 换气次数 | 通过测定风速验证换气次数 | 通过风速仪测定 | ≥12次/h | 更换高效过滤器时或1次/月 |
c 温度 | - | 通过温度表测定 | 16-25℃ | 2次/班 |
相对湿度 | - | 通过湿度表测定 | ≤65% | 2次/班 |
a 监控系统的监控频次符合控制要求。 b 换气次数通过风速进行转换后测定。计算公式为:N=3600SV/A,监测时通过风速计算。其中,N=换气次数,次/h;S=风口通风面积,m2;A=车间容积,m3;V=测得风口平均风速,m/s。换气次数适用于层高小于4.0m的清洁作业区。层高4.0m以上的清洁作业区可适当增加换气次数,但应确保清洁作业区的洁净度。 c 布局在清洁作业区内的喷雾干燥塔区域温度如不在此范围,则企业应对此区域的温度作出规定并说明。 | ||||
第十条 清洁作业区应保持干燥,尽量减少供水设施及系统,如无法避免,则应有防止污染措施。清洁作业区内,生产时应禁止用水。
第十一条 原料、半成品、成品仓库应当符合《食品生产许可审查通则》的相关要求,储存温度和湿度应满足标签标示要求。必要时应设有具备温度监控设施的冷藏(冻)库。
原料、半成品、成品、包装材料等应当依据性质的不同分设贮存场所或区域。同一仓库贮存性质不同物品时,应适当分离或分隔(如分类、分架、分区存放等),并有明显的标识。
第十二条 接收、发放和发运区域应能保护物料、产品免受外界天气(如雨、雪)的影响。接收区的布局和设施应能确保食品原料、食品添加剂和包装材料在进入仓储区前可对外包装进行必要的清洁。
第十三条 设备设施应当符合《食品生产许可审查通则》和《食品安全国家标准 粉状婴幼儿配方食品良好生产规范》(GB 23790)的相关要求。
第十四条 企业应当配备与生产的产品品种、数量相适应的生产设备,设备的性能和精度应能满足生产加工的要求。用于混合的设备应能保证物料混合均匀;干燥设备的进风应当有空气过滤装置,排风应当有防止空气倒流装置,过滤装置应定期检查和维护;用于生产的计量器具和关键仪表应定期进行校准或检定。
第十五条 生产设备应当符合表4、表5的要求,干湿法复合工艺应具备湿法工艺和干法工艺所需的生产设备。若企业采用不同生产设备,应作出合理说明。
表4 湿法生产婴幼儿配方乳粉通用生产设备
设备名称 | 参数或要求 |
1.储奶设备 | 带有自动恒温系统或保温系统,储存能力应与生产能力相适应,不应小于30t。(不使用生乳为原料的工艺不要求必备此设备)。 |
2.净乳设备 | 总处理能力不应小于5t/h。(不使用生乳为原料的工艺不要求必备此设备) |
3.巴氏杀菌设备 | 总处理能力不应小于5t/h。(不使用生乳为原料的工艺不要求必备此设备) |
4.全自动CIP清洗设备 | 清洗过程全自动控制,应覆盖浓缩前的生产线,无死角。浓缩设备的CIP清洗系统可独立设置,清洗过程全自动控制。 |
5.配料设备 | 应配套电子称(秤)或流量计等计量装置,配料设备应采用高剪切罐或真空混料罐等设备。 |
6.均质设备 | 两段高压均质机,处理能力不应小于5t/h。 |
7.制冷设备 | 氨或氟制冷机组或其他等效设备,在标准工况条件下制冷量在54 kw以上设备。 |
8.浓缩设备 | 真空浓缩蒸发器,蒸发能力不小于2400kg/h,且杀菌温度自动控制,能够进行CIP清洗。 |
9.高压泵 | 处理能力不应小于1000 kg/h。 |
10.喷雾干燥设备 | 立式喷雾干燥设备,单塔水分蒸发能力500 kg/h以上,配备流化床进行干燥和冷却。 |
11.密闭输送设备 | 符合食品级要求的密闭、无尘、自动化连续式或批次式输送设备。 |
12.密闭暂存设备 | 食品级材质;物料下料均匀流畅,清理检修方便。 |
13.金属检测设备或X光异物检测设备 | 在线或成品检测,自动控制,能检测出球径≥2mm金属。 |
14.全自动包装设备 | 带有质量计量和校正系统的全自动包装机。自动剔除设备,自校系统。 |
15.空气调节净化系统 | 具有过滤装置的独立的空气调节净化系统,可满足表3对婴幼儿配方乳粉生产清洁作业区的动态控制要求。 |
表5 干法生产婴幼儿配方乳粉通用生产设备
设备名称 | 参数或要求 |
1.隧道杀菌设备及其他杀菌设施 | 隧道杀菌设备为连续、封闭式,杀菌后进入净化空气环境。 |
2.投料设备 | 人工或自动投料设备应配套除尘装置,投料产生的粉尘应避免混入生产环境。(小料预混投料除外) |
3.筛分设备 | 食品级不锈钢筛网,在线连续筛分,方便拆卸,清理及更换筛网。 |
4.密闭输送设备 | 符合食品级要求的密闭、无尘、自动化连续式或批次式输送设备。 |
5.计量配料设备 | 自动或半自动称重计量。(小料称量除外) |
6.预混设备 | 批次或连续混合,混料过程为封闭、无尘、自动化操作。 |
7.混合设备 | 批次或连续混合,混料过程为封闭、无尘、自动化操作;至少保障1:1000的两种物料混合均匀,加工能力应不低于2000kg/h。 |
8.密闭暂存设备 | 食品级材质,物料下料均匀流畅,清理检修方便。 |
9.金属检测设备或X光异物检测设备 | 在线或成品检测,自动控制,能检测出球径≥2mm金属。 |
10.全自动包装设备 | 带有质量计量和校正系统的全自动包装机。自动剔除设备,自校系统。 |
11.空气调节净化系统 | 具有过滤装置的独立的空气调节净化系统,可满足表3对婴幼儿配方乳粉生产清洁作业区的动态控制要求 |
注:无预混设备的,应有混合均匀性验证报告,定期验证产品混合均匀性。 | |
第十六条 生产设备、设施等应有运行状态标识,需检定或校准的生产设备、监控设备和检验设备应有检定或校准状态标识,状态标识宜采用自动化控制系统显示或人工标识。固定管道设施应有管道内物料名称和流向标识。
第十七条 所有与原辅料、半成品、成品接触的设备与工器具的材质应符合食品相关产品的有关标准,不得使用竹木质工器具,不得使用添加邻苯二甲酸酯类物质的材料制作的工器具。干法生产应采用拆卸方便、易清理的设备,保证无异物及油污混入风险。
第十八条 不与食品接触的水(如冷却水、污水或废水等)的管道系统与食品加工用水的管道系统应以完全分离的管路输送,各管路系统应明确标识以便区分,不应有逆流或相互交接现象。
第十九条 企业应当配备与生产需求相适应的食品、工器具和设备的清洁设施,必要时配备相应的消毒设施。使用的洗涤剂、消毒剂应当符合相关规定以及《食品安全国家标准 洗涤剂》(GB 14930.1)、《食品安全国家标准 消毒剂》(GB 14930.2)的要求。
第二十条 盛装废弃物的容器不得与盛装产品与原料的容器混用,应有明显标识。废弃物放置场所不应有不良气味或有害、有毒气体逸出,废弃物应定期清除,易腐败、变质的废弃物应及时清除。
第二十一条 个人卫生设施应当符合下列要求:
(一)准清洁作业区更衣室应设在生产车间入口处,并与洗手消毒区域相邻。洗手消毒区域内应配置足够数量的非手动式洗手设施、消毒设施和感应式干手设施(或干手纸巾),应在临近洗手设施的显著位置标示简明易懂的洗手消毒规程。进入准清洁作业区的净化流程一般为换鞋、更外衣、洗手、更准清洁作业区工作服、手消毒。如采取其他人员净化流程,应对净化效果进行验证,确保符合人员净化要求。
(二)清洁作业区的入口应设置二次更衣室,二次更衣室内应设置阻拦式鞋柜或配合有阻拦设施的独立鞋柜,清洁作业区工作服存放柜和消毒设施。更衣室对应不同洁净区的门应能防止被同时开启。进入清洁作业区的净化流程一般为换鞋(或戴鞋套)、更(或不更)初次更衣工服、手消毒(或洗手和手消毒)、更清洁作业区工作服、手消毒。如采取其他人员净化流程,应对净化效果进行验证,确保符合人员净化要求。更清洁作业区工作服的房间其空气洁净度应达到清洁作业区的要求。
(三)清洁作业区的员工应穿着符合该区域卫生要求的连体式工作服(或一次性工作服),并配备帽子(或头罩)、口罩和工作鞋(或鞋套)。准清洁作业区及一般作业区的员工应穿着符合相应区域卫生要求的工作服,并配备帽子和工作鞋。清洁作业区及准清洁作业区使用的工作服(包括帽子和口罩)和工作鞋不应在指定区域以外的地方穿着。
(四)根据需要设置的卫生间应易保持清洁,有洗手消毒设施,且不得与生产、包装或贮存等区域直接连通。
第二十二条 清洁作业区安装独立的空气净化系统,应采用初效、中效、高效过滤器(亚高效空气过滤器)三级过滤,保持正压。保证空气由清洁度要求高的区域流向清洁度要求低的区域。对于通过风动管道输送原料的空气,需要根据相应作业区的洁净要求进行净化。
吹入干燥塔的空气应进行过滤处理。流化床应使用经初效、中效、高效过滤器(亚高效空气过滤器)三级过滤净化除湿后的洁净空气。应定期检查、更换过滤设备,达到生产要求。排出干燥塔的气体应经过除尘处理。
第二十三条 照明设施应当符合《食品生产许可审查通则》的相关要求。质量监控场所工作面的混合照度不宜低于540 lx,加工场所工作面不宜低于220 lx,其他场所不宜低于110 lx,对光敏感的区域除外。
第二十四条 企业应当具备与食品安全国家标准和相关规定所有检验项目相适应的检验设备设施和试剂。检验室应当布局合理,检验设备的数量、性能、精度等应当满足相应的检验需求。相关食品安全国家标准和相关规定涉及的检验项目、检验方法修订或变更后,应及时配备相应的检验设备设施和试剂。
第四章 设备布局与工艺流程
第二十五条 生产设备的布局应当符合生产工艺、清洗、消毒、维护的需要。
第二十六条 生产工艺应符合以下要求:
(一)湿法工艺
婴幼儿配方乳粉湿法工艺通用生产流程:
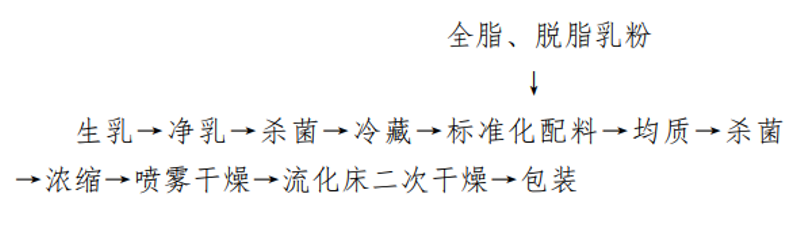
表6 湿法工艺通用生产流程要求
工艺流程 | 通用关键控制环节技术要求 |
生乳的运输和贮存 | 生乳在挤奶后2小时内应降温至0-4℃。运输车辆应具备资质证明和记录。运输和贮存生乳的容器,应符合相关国家标准,运输过程温度控制在0-6℃。生乳到厂后应及时进行加工,如果不能及时处理,应进行冷藏贮存,同时进行温度及相关指标的监测,做好记录。巴氏杀菌前,原则上贮存温度不超过7℃,贮存时间不超过24h。企业可评估验证后调整温度和时间。 |
标准化配料 | 去除原辅料外包装或除尘净化后输送到配料车间。混料前应按照配方要求,核对原辅料有关信息。应使用高剪切罐或真空混料罐等配料设备混合,确保原辅料溶解并混合均匀。按照配方要求使用食品添加剂及食品营养强化剂,并由相关人员进行核对。应采用不同的容器溶解复合维生素和复合微量元素,或采用其他能够避免产生反应的方式。采用产品数字化信息系统实现配料、混合自动化控制的,可以不进行人工复核,但系统应有防错设计。 |
杀菌和浓缩 | 进料温度、真空度、蒸汽压力、杀菌温度应控制在工艺控制范围内,并记录。 |
喷雾干燥 | 应严格控制喷雾干燥工序使用蒸汽、水,减少致病微生物的繁殖。应采用流化床进行冷却降温,不可采用人工筛粉、粉车凉粉等将半成品裸露在清洁作业区的作业。应采用粉仓等密闭暂存设备或设施储存冷却后的产品。 |
包装 | 应控制人流、物流、气流的走向,防止污染。应采用自动包装机对产品进行包装。应在产品包装之前应进行金属检测或包装后配备X射线检测器等在线检测金属、异物,并配备剔除设备,保证包装后的产品不含有金属和其他异物。包装后的产品应取样并进行密封性测试。 |
(二)干法工艺
婴幼儿配方乳粉干法工艺通用生产流程:

表7 干法工艺通用生产流程要求
(三)干湿法复合工艺
婴幼儿配方乳粉干湿法复合工艺通用生产流程:
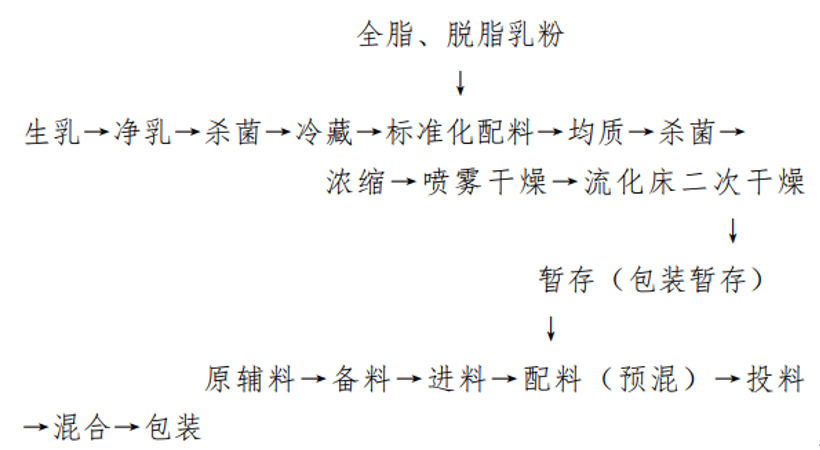
干湿法复合工艺流程应包括除终产品包装外的全部湿法工艺流程和相应的干法工艺流程。干湿法复合工艺应符合湿法工艺、干法工艺中对应的关键控制环节要求。
若企业采用不同于上述的生产工艺流程,应提交工艺合理性说明。
第二十七条 企业应配备与生产婴幼儿配方乳粉相适应的食品安全管理人员(包括企业法定代表人、食品安全受权人、技术和生产管理人员)、食品安全技术人员(包括研发人员、生产技术人员、检验人员等)和生产操作人员,明确岗位职责,并符合下列要求:
(一)应设置独立的食品质量安全管理机构,配备专职的婴幼儿配方乳粉食品安全管理人员,负责按照食品安全法律法规、标准和有关规定建立、实施和持续改进食品安全管理制度及生产质量管理体系。
(二)企业法定代表人应熟悉食品安全有关的法律法规和婴幼儿配方食品的质量安全知识,全权负责食品质量安全工作或授权企业食品质量安全管理负责人(食品安全受权人),并以文件形式授权其独立行使职权,承担婴幼儿配方乳粉生产和出厂放行责任,对婴幼儿配方乳粉产品质量安全负责。
(三)食品安全受权人应具有食品及相关专业本科及以上学历,掌握食品安全有关的法律法规和婴幼儿配方食品的质量安全知识,经专业理论和实践培训合格。食品安全受权人应独立行使职权,负责组织落实食品安全管理制度和生产质量管理体系,履行食品安全管理和出厂放行职责,承担相应的法律责任和义务,确保每批已放行产品的生产、检验均符合国家相关法规和食品安全标准。在产品放行前,食品安全受权人必须出具产品放行审核记录,并纳入批记录。
(四)技术和生产管理人员,应具有食品及相关专业本科及以上学历,应经培训考核合格后上岗,应掌握婴幼儿配方乳粉有关的质量安全知识。
(五)研发人员应有食品或相关专业本科及以上学历,掌握食品生产工艺、营养和质量安全等相关专业知识。
(六)生产技术人员应有食品及相关专业大专及以上学历,经专业理论和实践培训考核合格后上岗,并至少在婴幼儿食品生产企业具有3年以上食品生产经验。
(七)实验室从事检测的人员应至少具有食品、化学或相关专业专科及以上的学历或者具有相关检测工作经历10年以上。经专业理论和实践培训,具备相应检测和仪器设备操作能力,考核合格后可授权开展检验工作。实验室负责人应具有食品、化学或相关专业本科及以上学历,并具有3年以上相关技术工作经历。自行检验的,要求每个出厂检验项目至少2人以上具有独立检验的能力。
(八)生产操作人员的数量应适应企业规模、工艺、设备水平。具有一定的技术经验,掌握生产工艺操作规程,按照技术文件进行生产,熟练操作生产设备,经培训考核合格后上岗。特殊岗位的生产操作人员资格应符合有关规定。
第二十八条 企业应当建立培训与考核制度,相关工作由指定部门或专人负责。应根据不同岗位的实际需求,制定和实施培训制度和培训计划并实施考核,做好培训和考核记录,培训时间不得少于40学时/每年。
培训内容至少包括食品安全知识等,应与岗位要求相适应。检验人员培训计划应包括专业知识、专业技能以及有关生物、化学安全和防护等的培训。
第二十九条 企业应建立食品加工人员健康管理制度,患有国务院卫生行政部门规定的有碍食品安全疾病的人员,不得从事接触直接入口食品的工作。从事接触直接入口食品工作的食品生产人员应当每年进行健康检查,取得健康证明后方可上岗工作。
第三十条 进货查验记录制度应当符合《食品生产许可审查通则》的相关要求,包含对进厂的原辅料进行查验、检验、记录、报告以及接收或拒收的处理意见和审批手续等内容。采购进口原辅料时,应当查验每批物料随附的合格证明材料以及海关出具的准予入境的产品合格证明。进口的原辅料应当附有符合我国法律法规和食品安全国家标准要求的中文标签和(或)说明书,并载明原产地(原产国)以及境内代理商的名称、地址、联系方式等。
第三十一条 企业应当设立下列原料控制要求:
(一)建立原料供应商审核制度。包括:1.原辅料供应商的确定及变更应进行食品质量安全评估,并经食品安全管理机构批准后方可采购。应与采购的主要原辅料供应商签订食品质量安全协议,明确双方所承担的责任。2.原辅料供应商的审核至少应包括:供应商的资质证明文件、质量标准、检验报告。如进行现场食品质量安全审核的,还应包括现场食品质量安全审核报告。采用进口原辅料的,应审核境外出口商或者代理商、进口商的备案资质文件、境外生产企业注册文件、原料质量标准、产品出厂的检验报告、出入境检验检疫管理部门出具的相关证明。3.应对生乳、全脂乳粉、脱脂乳粉、乳清粉、乳清蛋白粉、植物油(脂肪粉)、维生素及微量元素、基粉等主要原辅料供应商或生产商进行现场质量安全审核。4.使用可用于婴幼儿配方乳粉菌株的,应审核供应商提供的菌种鉴定报告(鉴定到株),且能够溯源。
(二)建立原料采购验收管理制度。采购的原辅料和食品相关产品的品种、质量标准应当符合食品安全国家标准和产品注册时的技术要求,并经验收合格后方可使用。制定原料采购验收管理制度,规定原辅料验收标准以及对采购的原辅料进行查验、检验、记录、报告、接收或拒收的处理意见和审批手续等内容。
1. 生乳应来自自建(全资或控股)或自控(指与企业签订生乳供给合同,企业能够采取派员监管、定期对养殖情况进行审核,确保生乳质量安全可控)的奶源基地。按照国家有关规定,建立生乳进货批批检测记录制度,在监测和安全性评估基础上,确保生乳符合《食品安全国家标准 生乳》(GB 19301)的要求。生乳中农药、兽药残留、重金属等有毒有害物质或者致病性的寄生虫和微生物、生物毒素等指标须符合相关食品安全国家标准和有关要求的规定,应进行监测和安全性评估。
2. 全脂乳粉、脱脂乳粉、乳清粉应进行批批检验,确保符合相关食品安全国家标准的规定。生产0~6月龄的产品,所使用的乳清粉的灰分≤1.5%或乳清蛋白粉的灰分≤5.5%。
3. 应依照有关规定保证对购入的含乳原料批批进行三聚氰胺等项目检验。
4. 食用植物油、植物脂肪粉等应符合相应标准和有关要求规定,严格控制邻苯二甲酸酯类等风险物质。不应使用氢化油脂。
5. 维生素、微量元素等食品营养强化剂、食品添加剂应进行进货查验,确保产品质量安全。必需和半必需氨基酸应符合相应食品安全国家标准和GB 10765或GB 10766相关要求。
6. 基粉应按照保证质量安全的要求运输和贮存,进行逐批全项目检验,并应经验证评估后设置合理使用期限。
7. 不应使用经辐照处理过的原料;不应使用乳或乳制品以外的动物性蛋白质(食品添加剂和食品营养强化剂除外)或其他非食品原料制成的产品作为生产原料;婴儿和较大婴儿配方乳粉所使用的原料和食品添加剂不应含有麸质,不应使用果糖和蔗糖作为碳水化合物的来源。
8. 对原料中可能出现的影响产品质量、危害人体健康的物质进行必要的检测或查验合格报告;
9. 包装材料不得重复使用,在特定贮存和使用条件下不影响婴幼儿配方乳粉的安全和产品特性。
(三)建立原料贮存管理制度。食品原料、食品添加剂和食品相关产品应当在规定的贮存条件下保存,避免太阳直射、雨淋以及强烈的温度、湿度变化与撞击等,并标明相关物料信息和质量状态。验收合格的食品原料、食品添加剂标识应具有唯一性,并与进货查验(或检验)信息相对应,确保其使用情况可进行有效追溯。对于开封后的原辅料应按要求储存,并根据实际储存条件评估后确定使用期限。应定期检查和及时清理变质或超过保质期的食品原料、食品添加剂和食品相关产品。验收不合格的食品原料、食品添加剂和食品相关产品应当在指定区域与合格品分开放置并明显标记。食品添加剂、食品营养强化剂应由专人管理,专库或专区存放,并使用专用登记册(或仓库管理软件)记录其进货查验和使用情况。
(四)制定领料控制要求。应当建立食品原料、食品添加剂和食品相关产品发放和领用记录,遵照“先进先出”或“近效期先出”原则。确保每个批次物料的发放和使用可追溯、物料平衡。记录内容包括相应的物料名称、物料编码(如有)、批号、数量、保质期以及其他信息,相关记录应签字确认。贮存时间较长、质量安全状况有可能发生变化的原料,应定期或使用前抽样确认符合要求。如采用计算机管理系统对物料进行管控,则该方法应具有等同的安全性(可控性),并提供相应的评估报告。
(五)制定生产用水控制要求。与食品直接接触的生产用水、设备清洗用水、制冰和蒸汽用水等应符合《生活饮用水卫生标准》(GB 5749)的相关规定。生产用水压力、水量满足生产需要。应监测生产用水中氯酸盐类风险物质含量,并严格控制。
第三十二条 企业应当建立生产过程管理要求:
(一)制定生产工艺控制要求。应制定包括表6、7关键控制环节在内的生产工艺控制要求。生产工艺应与配方注册时保持一致,并有相关记录。生产过程中要对生产过程各关键控制环节进行监控和检查,定期和不定期检查工艺要求、工艺记录和产品配方等的符合性。应对液态半成品中间贮存过程采取相应的措施,防止微生物的生长。应对干法工艺与混合均匀性有关的关键工艺参数(如混合时间等)予以验证,对混合的均匀性进行确认。关键控制点工艺参数发生变化的,应及时申请生产许可变更。
(二)控制空气的洁净度和湿度。应定期对清洁作业区、准清洁作业区的空气洁净度进行监测并保存监测记录,确保其空气洁净度符合《食品安全国家标准 粉状婴幼儿配方食品良好生产规范》(GB 23790)和本细则要求。应根据产品和工艺特点,控制相应生产区域的空气湿度,制定空气湿度关键限值,以减少有害微生物的繁殖。
(三)制定微生物监控计划。按照《食品安全国家标准 粉状婴幼儿配方食品良好生产规范》(GB 23790)附录A的要求,结合生产工艺及相关产品标准和本细则要求,制定微生物监控计划,确保清洁作业区沙门氏菌、克罗诺杆菌属和其他肠杆菌得到有效控制。定期对清洁作业区进行空气质量监测,每年应由有资质的第三方检验机构检测并出具空气洁净度的检测报告。
(四)建立设备设施管理制度。确保设备设施正常运行。设备设施应指定专人进行管理,设备设施的标识、台账、说明书、档案、维护和维修记录应准确、齐全。应对生产设备、检验设备、设施的运行状态进行标识管理,明确各种状态及标识的定义,并定期对标识进行检查和维护。需检定或校准的设备设施应定期检定或校准。检验设备设施应定期进行维护和期间核查,保证检验设备的性能满足要求。检验设备应有使用记录。
(五)制定车间设备卫生控制要求。所有生产车间、设备和器具必须定期清洁和(或)消毒,定期进行效果验证,保证卫生条件符合生产要求。采用湿式清洁,应确保能够及时彻底的恢复设备和环境的干燥,使该区域不被污染。工器具的湿式清洁、干燥消毒应在专用清洗间清洗;清洁、消毒用器具应在相应作业区内的专用区域存放。用于直接接触食品或用于直接接触食品的容器和设备清洁的压缩空气或其它惰性气体应经过除油、除水、除尘过滤净化处理,以防止造成间接污染。
(六)制定人员卫生控制要求。进入食品生产区的人员应整理个人卫生,进入清洁作业区的人员应进行定期或不定期的体表微生物检查。进入生产区应规范穿着相应区域的工作服,并按要求洗手、消毒。应制定工作服和工作鞋清洁消毒程序,生产中应注意保持工作服和工作鞋干净完好,必要时及时更换。生产人员在手部未消毒和更换工作服前,不得进行生产。清洁作业区工作服和工作鞋应单独清洗、消毒、存放,定期检查,确保符合清洁作业区使用要求。
(七) 制定产品防护管理要求。有效防止生产加工中婴幼儿配方乳粉污染、损坏或变质,确保采购的不合格原辅材料、加工中发现的风险因素、出厂检验发现的不安全食品等情况得到有效控制。根据购入原辅料的实际情况,对使用的所有原辅材料中可能出现的掺杂使假物质进行必要的检测。机械故障、停电、停水等特殊原因中断生产时,应有对生产产品的处置措施,保证对不符合标准的产品按不合格产品处置,保存处置记录。应制定停产恢复生产前的生产环境洁净度保持和验证、管道设备清洗消毒的相应措施,并进行自查,形成自查报告。
(八)制定产品包装控制要求。包装材料应当由专人按照操作规程发放,并采取措施避免混淆和差错,确保用于生产的包装材料正确无误。在包装操作前,应对即将投入使用的包装材料标识进行检查,避免包装材料被误用,并予以记录,内容包括包装材料对应的产品名称、数量、操作人及日期等。
(九)建立清场管理制度。为了防止生产中不同批次、不同配方之间的交叉污染或混淆,各生产工序在生产结束后、更换批次前,应对现场进行清场和清场结果确认并记录。确保不会遗留对下次生产造成交叉污染或混淆的物料和产品。记录内容包括:工序、品名、生产批次、清场时间、检查项目及结果等,清场负责人及复查人应在记录上签名。
(十)建立清洁消毒制度。制定适宜的计划,采用经过验证或已知有效的清洁规程进行清洁,确保对需要清洁的区域、设备和器具应进行有效的清洁。严格执行监督程序,以确保人工清洁、就地清洗操作(CIP)以及设备维护等操作流程符合相关规定和标准要求。应对清洁和消毒过程进行记录,如清洗剂和消毒剂的品种、作用时间、浓度、对象、温度等。清洁、消毒时应做好产品防护,采用与原料、产品和生产工艺相适应的清洗剂、消毒剂和清洗消毒方式,避免对产品造成污染。
清洁方法应当经过验证,证实其清洁的效果,以有效防止残留、污染和交叉污染。清洁验证应当综合考虑设备使用情况、所使用的清洁剂和消毒剂、取样方法和位置以及残留物检验方法的灵敏度等因素。
第三十三条 企业应当制定检验管理制度,规定原料检验、半成品检验、成品出厂检验的管理要求:
(一)原辅料检验要求。根据生产需求和保证质量安全的需要,制定原料检验(或验收)要求,规定原辅料的进货检验(或验收)标准、程序和判定准则。对无法提供合格证明文件的食品原料,应当按照食品安全标准通过自行检验或委托具备相应资质的食品检验机构进行检验。
(二)半成品检验要求。根据生产过程控制需求,设立监控半成品质量安全的检验管理要求,对半成品的质量安全情况进行监控。
(三)成品检验要求。按照产品执行的食品安全国家标准和相关规定的要求,对出厂成品进行逐批全项目检验。成品出厂检验应当按照食品安全国家标准和(或)有关规定进行。
(四)检验方法要求。企业使用的快速检测方法及设备应定期与食品安全国家标准规定的检验方法进行比对或者验证。检验结果呈阳性时,应使用食品安全国家标准规定的检验方法进行确认。
(五)检验能力要求。企业应对婴幼儿配方乳粉全项目检验能力进行验证,每年至少1次。使用非国标方法检验有国家标准检测方法的项目应定期与食品安全国家标准规定的检验方法进行比对或者验证。检验结果不符合规定限值时,应使用食品安全国家标准规定的检验方法进行确认。对于没有标准检验方法的项目,应进行方法确认。
(六)出厂放行要求。应查验出厂食品的检验合格证明和安全状况,如实记录食品的名称、规格、数量、生产日期或者生产批号、保质期、检验合格证明、销售日期以及购货者名称、地址、联系方式等内容,并保存相关凭证。每批产品均应有相应的批生产记录,可追溯该批产品的生产过程以及与质量有关的情况。应以实际生产周期为基础进行批号可追溯编码,并应结合该企业具体生产工艺对其批定义作出明确规定和说明。
第三十四条 企业应当设立产品贮存和运输要求。产品的贮存和运输应符合产品标签所标识的贮存条件。应定期检查库存产品,并对环境温度和湿度进行记录。不得将原辅料、半成品、成品与有毒有害物品一同运输。运输工具、车辆应定期检查卫生清洁情况,运输条件应符合物料的贮存要求(温度、湿度等)。
第三十五条 企业应当建立食品安全追溯体系。确保对产品从原料采购到产品销售的全程有效追溯,实现质量安全信息顺向可追踪、逆向可溯源,发生质量安全问题时产品可召回、原因可查清。
(一)应充分利用二维码、电子标签(RFID)等信息化技术手段,通过对各环节信息的记录与衔接,完成从原料采购、生产加工、物流运输、销售过程的质量安全信息追溯,实现婴幼儿配方乳粉从原料到产品的物流与信息流的同步。
(二)记录应包括产品、原辅材料、生产、检验检测、销售、贮存、运输、交付接收、设备、设施、人员、召回、销毁、投诉等全部信息内容,各项记录应当真实、准确、完整、有效,不得灭失。关键工序和关键控制点及产品销售环节应建立电子信息化管理记录系统。
(三)企业应建立产品信息查询系统,提供标签、包装式样、质量标准、出厂检验报告等信息,方便消费者查询。
(四)企业应采用先进的信息化手段,不断优化追溯信息采集,逐步减少手工记录的比例,实现关键工序、关键岗位、关键控制点的信息数据在线采集、即时录入,确保所有可追溯信息数据的真实性、及时性、客观性、准确性和完整性,能够有效应对食品安全突发事件。
第三十六条 企业应当按照《食品生产许可审查通则》的相关要求建立不安全食品召回制度及不合格品管理制度:
(一)应建立产品召回制度,有实施产品召回的电子信息管理规定。当发现产品不符合食品安全标准或者有证据证明可能危害人体健康的,应当立即停止生产,并按照国家相关规定启动产品召回程序,召回已经上市销售的食品,通知相关经营商和消费者,及时向相关部门通告,并记录召回和通知情况。应对召回的产品在有关部门监督下采取补救、无害化处理、销毁等措施,并向市场监管部门报告食品召回和处理情况。
(二)应建立原辅料、半成品和成品中不合格品的无害化处理等管理制度。及相关处置措施,保存不合格品处理过程记录。
第三十七条 企业应当按照《食品生产许可审查通则》的相关要求建立食品安全自查制度和食品安全事故处置方案,定期检查生产质量管理体系的运行情况,并向所在地县级市场监督管理部门提交自查报告。
第三十八条 企业应当根据食品安全法律、法规、规章、标准和有关规定建立食品质量安全管理制度,严格执行危害分析与关键控制点(HACCP)体系、粉状婴幼儿配方食品良好生产规范(GMP),运行生产质量管理体系,包括但不限于下列管理制度和要求:
(一)应建立验证方案。企业应根据实际情况,采取前瞻性验证、同步验证或回顾性验证等形式,制定验证方案,对关键工序及工艺参数开展工艺验证并形成验证报告,以确保所采用的生产工艺能够生产出符合要求的产品。
(二)应建立风险信息收集处置制度。企业应主动收集相关部门发布的婴幼儿配方乳粉原料、生产过程和成品的食品安全风险监测和评估信息,建立风险收集和处置记录。应充分进行食品安全风险分析,通过危害分析方法明确生产过程中的食品安全关键环节,制定并采取有效措施,防范风险。制定污染物、微生物、真菌毒素等可能含有的危害物质的控制方案。每半年对食品安全状况、潜在的风险隐患进行分析评价,根据评价结果采取相应的处置措施,并向所在地县级人民政府食品安全监督管理部门提交自查报告。对消费者提出的意见、投诉应有处置程序,并向社会公开,企业相关管理部门应作记录并查找原因,妥善处理。
(三)应建立产品配方管理制度。设立研发机构,配备相应的专职研发人员。研发机构应有相适应的场所、设备、设施及研发经费。对涉及产品配方的生产计划下达、领料、称量、投料等环节实施控制,并采取物料衡算等方法对原料是否符合产品配方要求进行复核,保证按照注册的产品配方组织生产,并对上市后产品进行质量安全跟踪,改进优化工艺、提升产品品质。保留完整的配方研发、注册等原始数据和文件等。
(四)应建立产品留样制度。每批产品均应留样,留样数量应能够确保按食品安全国家标准中规定的全部项目(微生物指标除外)完成一次复检要求,并保存至保质期满,并有记录。贮存产品留样的场所应满足产品贮存条件要求。
(五)应建立文件管理制度。文件应分类归档、保存,分发和使用应为批准的现行有效文本。已废除或失效的文件除留档备查外,不应在工作现场出现。
(六)应建立记录管理制度。确保记录内容应完整、真实、准确。记录的任何更改都应当标注姓名和日期,并使原有信息仍清晰可查。应建立的记录包括但不限于:进货台账、库房保管记录、环境场所清洁记录、生产设备清洁消毒记录、洗涤剂和消毒剂配制和使用记录、设备维护保养及检修记录、从业人员健康档案、培训考核记录、进货验收记录、生产投料记录、关键控制环节控制记录、环境监测记录、物料平衡记录、包装记录、出厂检验记录、产品出厂放行记录、产品留样记录、不合格产品处置记录、不合格原料处理记录、产品销售管理记录、追溯记录、应急预案实施记录、不合格产品召回记录、退货处置记录、消费者投诉受理记录、风险信息收集记录、食品安全事故处置记录、检验设备使用记录、停产复产记录及《婴幼儿配方乳粉生产企业食品安全追溯信息记录规范》中要求的其他记录等,有关记录保存不少于3年。
第三十九条 婴幼儿配方乳粉产品配方注册时试制产品检验合格,生产许可审查时不再重复审查试制产品检验合格报告。
第四十条 本细则应与《食品生产许可审查通则》结合使用。婴幼儿配方乳粉生产许可现场核查时应当按照本细则要求以及配方批准注册的相关内容进行核查。产品类别、产品配方、生产工艺等应当与配方注册的相关内容保持一致。
第四十一条 本细则由国家市场监督管理总局负责解释。
第四十二条 本细则自发布之日起施行。

%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)


%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 144.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-call%22 opacity=%22.4%22 transform=%22translate(4.800000, 4.800000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M21.739546 17.5430608C20.882919 16.6863974 18.8257249 15.3985249 17.8117151 14.9147941 16.6345314 14.3495128 16.2032859 14.3611681 15.3699694 14.9614517c-.693453.5012501-1.1421814.9673158-1.9406413.7926322C12.631014 15.5850459 11.057587 14.3903428 9.53067187 12.8692553c-1.52676943-1.5267694-2.71564488-3.10019644-2.8846465-3.89865628-.16903805-.80414178.29720975-1.2470426.7924865-1.9406413C8.03875902 6.1966413 8.05627837 5.76539577 7.48516943 4.58821203 7.0014387 3.56837463 5.7193574 1.51704455 4.85690276.660381138 4.00023935-.196245854 3.80789073-.00972487805 3.33596098.159276748c0 0-.69942635.279726829-1.39287935.740001301C1.08641821 1.47049626.608515122 1.94829008.270621138 2.66505366c-.3322120323.7168-.7168 2.0513665 1.241214962 5.53626016C3.09109073 11.0161015 4.64135285 13.1489821 6.94323512 15.4451824L6.95489041 15.4568377c2.30188227 2.3019187 4.42893529 3.8519987 7.24372289 5.4312898 3.4849301 1.9581242 4.8194602 1.573427 5.5362602 1.2413606C20.4516735 21.7972397 20.9295766 21.3193366 21.5006855 20.456882 21.9610693 19.7634289 22.2407961 19.0641119 22.2407961 19.0641119 22.4098341 18.5920364 22.6020371 18.3996878 21.739546 17.5430608z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 206.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-mail%22 opacity=%22.4%22 transform=%22translate(4.800000, 8.000000)%22 fill=%22%23000%22%3E%3Cpath d=%22M22.2035796 1.96720174 16.4132132 8.05344902C16.3701285 8.09790889 16.3701285 8.16447722 16.4132132 8.20893709l4.0521802 4.45365731c.274484099999999.2832104.274484099999999.738603.0 1.0216746C20.3308589 13.8230976 20.1478583 13.8953579 19.9703736 13.8953579 19.7927207 13.8953579 19.6097201 13.8230976 19.4751856 13.684269L15.4391495 9.24730586C15.3961994 9.20298482 15.3261742 9.20298482 15.2830559 9.24730586L14.298364 10.2802603c-.8233514.8607722-1.9158054 1.3382733-3.0889129 1.3438265C10.0201994 11.6296399 8.89004204 11.1132321 8.05592793 10.2413536L7.10877117 9.24730586C7.06568649 9.20298482 6.9957958 9.20298482 6.95271111 9.24730586L2.91667508 13.684269c-.13453454.1388286-.31743424.2110889-.49505346.2110889-.17761922.0-.36051892-.0722602999999999-.49505345-.2110889C1.65211772 13.4011974 1.65211772 12.9458048 1.92656817 12.6625944L5.97878198 8.20893709c.03756877-.044459869999999.03756877-.1110282.0-.155488069999999L.183000601 1.96720174C.112975375 1.89494143.0 1.94498915.0 2.04491106V14.2230629C0 15.2004165.774885285 16.0000347 1.72200841 16.0000347H20.6644372C21.611594 16.0000347 22.3866138 15.2004165 22.3866138 14.2230629V2.04491106C22.3866138 1.94498915 22.2680889 1.90052928 22.2035796 1.96720174z%22 id=%22Fill-1%22/%3E%3Cpath d=%22M11.1933069 10.1747852C11.9897177 10.1747852 12.7376961 9.85266811 13.2973598 9.264L21.7407135.395626898C21.4448721.15132321 21.0788372.00694143167 20.6752336.00694143167H1.71662703c-.40360361.0-.774885288.14438177833-1.065513516.38868546633L9.09446727 9.264C9.64878318 9.84711497 10.3968625 10.1747852 11.1933069 10.1747852z%22 id=%22Fill-2%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)